





As BoMill’s exclusive U.S. distributor, Bratney facilitated the first ever American installation of the industry’s most advanced grain sorting...
View

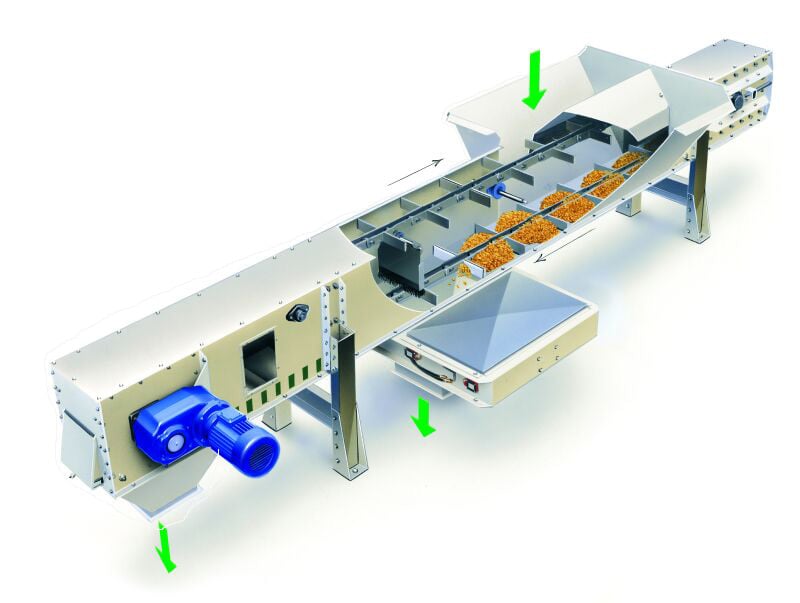
Belt conveyors are a gentle horizontal conveying solution for granular bulk products like grain, pellets, and seed. The belt conveyors are designed with a modular system so that can be manufactured to exact length requirements and with optional features to provide a complete solution. This self-emptying system requires minimal energy consumption and is very resistant to wear, making it a long-lasting solution.
This reliable conveyor type requires minimal maintenance and energy consumption, which translates to maximum uptime and increased profits. Its versatility of handling materials makes it the perfect solutions for almost any conveyor application.

As BoMill’s exclusive U.S. distributor, Bratney facilitated the first ever American installation of the industry’s most advanced grain sorting...

Agricultural plants begin life as fragile seeds that must be handled with meticulous care. Each step of the seed conditioning process is critical to...